
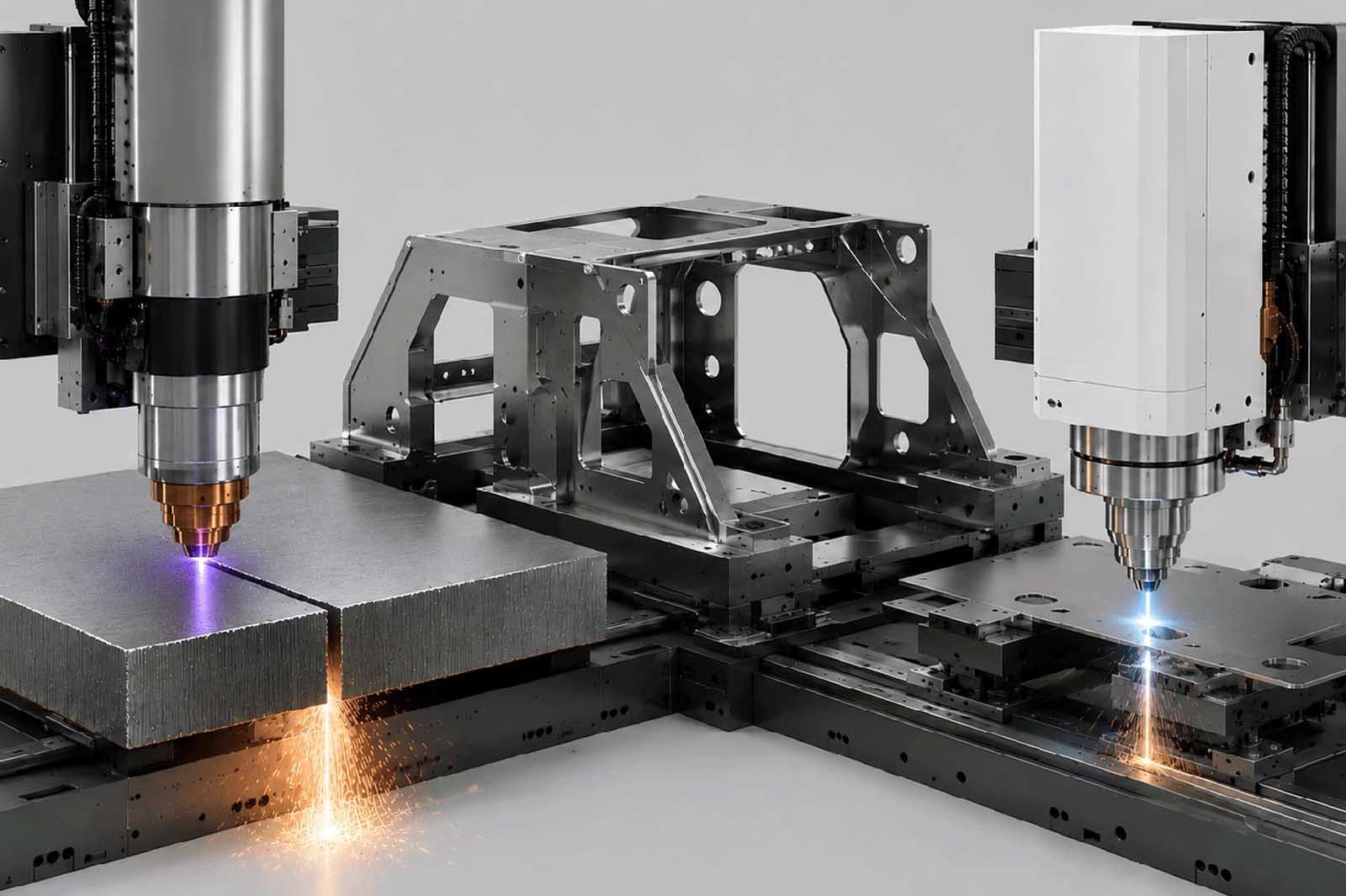
Синергия плазмы и лазера
При масштабной модернизации заготовительного производства руководители предприятий часто впадают в крайности. Одни пытаются полностью перевести цех на сверхмощные волоконные лазеры, считая плазму пережитком прошлого. Другие, напротив, отказываются от лазерных технологий, закупая исключительно плазменные порталы из-за их ценовой доступности и неприхотливости.
Оба подхода ведут к технологическому тупику, неоправданному росту капитальных затрат и дисбалансу заготовительного участка. Современная промышленная экономика доказывает: плазма и лазер — это не конкурирующие, а взаимодополняющие инструменты. Максимальная эффективность и минимальная себестоимость готового изделия достигаются только тогда, когда на предприятии выстроена четкая синергия двух технологий.
Оба подхода ведут к технологическому тупику, неоправданному росту капитальных затрат и дисбалансу заготовительного участка. Современная промышленная экономика доказывает: плазма и лазер — это не конкурирующие, а взаимодополняющие инструменты. Максимальная эффективность и минимальная себестоимость готового изделия достигаются только тогда, когда на предприятии выстроена четкая синергия двух технологий.
Анализ технологических профилей: сильные и слабые стороны оборудования
Чтобы построить эффективную гибридную экосистему заготовочного участка, главный инженер должен жестко разграничить зоны доминирования каждого типа оборудования, исходя из физики процессов.
Зона абсолютного доминирования плазмы
Портальные комплексы плазменной резки высокой точности остаются непревзойденными в следующих сценариях:
- Раскрой сверхтолстого плитного проката. Обработка плит толщиной от 30 до 80 мм (и до 150 мм при газоплазменной резке). Сверхмощный лазер тоже способен пробить 40 мм, но скорость процесса и износ дорогостоящих оптических элементов делают эту операцию экономически бессмысленной.
- Крупногабаритный раскрой. Работа с листами длиной от 6 до 12–24 метров. Собрать плазменный портал с полем такого размера в разы дешевле и технически проще, чем строить гигантскую кабинетную защиту для волоконного лазера.
- Нечувствительность к качеству проката. Плазменная дуга стабильно работает по ржавому металлу, листам со слоем консервационной смазки, окалиной или нарушенной плоскостностью (волнистостью).
Зона абсолютного доминирования лазера
Волоконные лазерные комплексы демонстрируют подавляющее превосходство на других участках:
Высокоскоростной тонколистовой раскрой. Обработка металла толщиной от 0,5 до 12–16 мм. Скорость лазерного раскроя здесь в 3–5 раз выше плазменного.
Прецизионная точность контуров. Удерживание допусков в пределах ±0,05 мм.
Микрогеометрия отверстий. Возможность прошивки сквозных и замковых отверстий, диаметр которых значительно меньше толщины листа (вплоть до соотношения 0,5:1), со строгой перпендикулярностью стенок под последующую нарезку резьбы.
Прецизионная точность контуров. Удерживание допусков в пределах ±0,05 мм.
Микрогеометрия отверстий. Возможность прошивки сквозных и замковых отверстий, диаметр которых значительно меньше толщины листа (вплоть до соотношения 0,5:1), со строгой перпендикулярностью стенок под последующую нарезку резьбы.
Матрица диспетчеризации: как ИТ-система цеха должна разделять материальные потоки
Синергия станков в цеху начинается на уровне конструкторского бюро и технологического отдела. Публикация производственного плана должна проходить через автоматический алгоритм диспетчеризации в CAM/MES-системах, разделяя входящий поток 3D-моделей (STEP/DXF) по трем ключевым критериям.
- Критерий толщины и массы. Все заготовки из плит толщиной от 25–30 мм, а также крупногабаритные элементы тяжелых рам, станин и несущих строительных ферм автоматически отправляются на плазменный портал. Тонкий лист и средний габарит — уходят на лазер.
- Критерий точности и сборки. Детали, идущие под последующую ручную сборку и полуавтоматическую сварку металлоконструкций широкого допуска, кроятся плазмой. Элементы, предназначенные для роботизированных сварочных комплексов, мебели, прецизионного приборостроения или требующие сборки по системе «шип-паз» без зазоров, жестко закрепляются за лазерным участком.
- Критерий перфорации. Если на крупной детали из листа 16 мм присутствуют массивы мелких крепежных отверстий диаметром 8–10 мм, деталь невыгодно отдавать на плазму. Плазменная дуга на малом радиусе деформируется, создавая сильную конусность, что потребует долгой слесарной расточки.
Пример из практики. При производстве узла стрелы тяжелого экскаватора боковые силовые щеки из плиты 40 мм раскраивает плазменный портал Hypertherm. Параллельно с этим высокоскоростной лазерный станок выдает сотни внутренних перегородок, монтажных кронштейнов, кабельных каналов и шайб из стального листа толщиной 3–6 мм. На финишный стапель сборки обе группы деталей приходят одновременно.
Экономический эффект синергии: оптимизация эффективности и капиталовложений
Комбинированный парк оборудования кардинально меняет экономику заготовительного участка, снижая срок окупаемости цеха в 1,5–2 раза.
- Защита дорогого лазерного ресурса. Заставлять лазер мощностью 24–30 кВт часами кроить 40-миллиметровый лист — это экономическая ошибка. На таких режимах лавинообразно растут операционные расходы: расходуются объемы газов, операторы часто меняют сожженные защитные стекла, а общая эффективность оборудования падает из-за низкой скорости прохода. Передав эту задачу плазме, предприятие сохраняет ресурс лазера для высокомаржинального скоростного раскроя средних толщин.
- Разгрузка плазменного участка. Снятие с плазменных станков тонкого листа (где плазма работает медленнее лазера и оставляет облой) ликвидирует простои оборудования. Плазмотрон Hypertherm работает исключительно в своих идеальных режимах (на высоких амперажах и толстом металле), что продлевает жизнь оригинальных сопел и электродов в 1,5–2,5 раза.
Ликвидация «узких горлышек»: сокращение слесарных участков
Главная беда заготовительных производств, оснащенных только плазменными станками — наличие раздутого слесарного участка. Плазма высокой четкости (XHD) при всех своих достоинствах неизбежно оставляет на кромках средних толщин минимальный скос (1–2°) и зону термического влияния (ЗТВ) глубиной до 1,5 мм, где металл локально закаливается. Сварка по такой кромке без предварительной зачистки может привести к скрытой пористости шва. Цех вынужден нанимать бригады слесарей, которые вручную обдирают каждую деталь болгарками, формируя «узкое горлышко» и задерживая сдачу заказов.
Внедрение гибридного подхода позволяет полностью исключить ручной труд и автоматизировать заготовку. В то время как плазменные порталы Hypertherm или Гиперплазма эффективно закрывают объемы чернового, тяжелого и крупногабаритного раскроя плит, современный станок лазерной резки металла от нашего партнера giperlaser.ru, берет на себя прецизионные лицевые панели, фланцы, ответственные крепежные элементы и перфорацию. Лазерный луч выдает готовые детали с абсолютно вертикальной зеркальной кромкой и нулевой зоной термического влияния. Такие заготовки поступают на сварочные посты или в роботизированные конвейеры сразу со станка, минуя промежуточную фрезерную и слесарную обработку.
Внедрение гибридного подхода позволяет полностью исключить ручной труд и автоматизировать заготовку. В то время как плазменные порталы Hypertherm или Гиперплазма эффективно закрывают объемы чернового, тяжелого и крупногабаритного раскроя плит, современный станок лазерной резки металла от нашего партнера giperlaser.ru, берет на себя прецизионные лицевые панели, фланцы, ответственные крепежные элементы и перфорацию. Лазерный луч выдает готовые детали с абсолютно вертикальной зеркальной кромкой и нулевой зоной термического влияния. Такие заготовки поступают на сварочные посты или в роботизированные конвейеры сразу со станка, минуя промежуточную фрезерную и слесарную обработку.
Чек-лист для главного инженера: аудит перед модернизацией цеха
Перед тем как принять решение о расширении станочного парка и внедрении синергетической модели, проведите внутренний аудит предприятия по следующим 5 пунктам:
- Анализ весового и толщинного баланса. Поднимите производственную статистику за последние 6 месяцев, а лучше за несколько лет. Каково реальное соотношение толщин в общем объеме переработки? Если плиты от 25 мм занимают более 30% веса, а тонкий лист — более 50% площади раскроя, вашему цеху жизненно необходим гибридный парк «плазма + лазер».
- Энергетический аудит подстанции. Достаточно ли свободных лимитов электросети цеха? Плазменный комплекс Hypertherm XPR300 потребляет в пике около 40–50 кВт, в то время как лазерный станок высокой мощности вместе с чиллером и компрессором потребует от 150 до 200 кВт.
- Локальная сеть и ИТ-инфраструктура. Объединены ли все станки ЧПУ в единую локальную сеть цеха? Технолог должен иметь возможность отправлять скорректированные карты раскроя на стойку любого станка удаленно, оперативно перенаправляя потоки металла в случае загрузки одного из участков.
- Внутрицеховая логистика. Справятся ли ваши кран-балки, погрузчики и подсобные рабочие с кратно возросшей скоростью заготовки после запуска лазерного комплекса? Скоростной станок не должен простаивать в ожидании разгрузки сменного стола.
- Квалификация персонала. Готовы ли ваши операторы пройти переобучение? Обслуживание оптического тракта лазера требует совершенно иной культуры производства и стерильности, отличной от работы на плазменном участке.
Итог
Будущее эффективного машиностроительного производства — за мультивариантными технологическими площадками. Попытка решать все задачи заготовительного цеха только одним типом оборудования — это компромисс, бьющий по себестоимости продукции. Синергия плазмы высокой четкости и современного волоконного лазера позволяет заводу быть максимально гибким, конкурентоспособным и экономически защищенным при любом изменении структуры входящих заказов.