
Введение
При проектировании ответственных металлоконструкций, опорных элементов или фланцев, проходящих строгий ультразвуковой контроль (УЗК), требования к геометрии реза выходят на первый план. Конструкторское бюро закладывает минимальные допуски, требуя от заготовительного цеха перпендикулярных стенок и соосных отверстий. На уровне производства это приводит к классическому спору о выборе технологии: плазма высокой четкости или лазер.
Среди начинающих инженеров и технологов распространен миф, что плазменная дуга всегда безнадежно «валит» угол реза, а лазерный луч автоматически выдает идеальный перпендикуляр без дополнительных настроек. В реальности обе технологии подчиняются строгим законам газодинамики и оптики. На больших толщинах дефекты геометрии и конусность возникают в обоих случаях, но природа этих явлений принципиально отличается.
Физика плазменного реза: почему возникает конусность и скругление кромок
Чтобы понять, почему на детали после плазмы появляется скос кромок, нужно разобрать физику формирования плазменной дуги. Плазмотрон — это не линейный маркер. Внутри сопла высокоскоростной поток плазмообразующего газа (например, кислорода или воздуха) закручивается вихревым кольцом вокруг катода. Этот вихрь стабилизирует дугу, но одновременно придает ей вращательный момент.
Когда сформированная дуга выходит из сопла и врезается в металл, одна сторона газового вихря движется попутно направлению перемещения резака, а противоположная — навстречу ему. Из-за этого правая и левая сторона пропила нагреваются неравномерно. По стандарту ISO 9013, который регламентирует качество термического раскроя, конусность делится на 5 диапазонов. Современные системы плазменной резки высокой четкости (XHD) способны удерживать угол скоса в пределах 1–2 диапазона (от 1° до 3°), но для этого оператор должен жестко контролировать три фактора:
- Направление обхода контура. Из-за вращения плазменного вихря идеально перпендикулярная кромка всегда получается справа по ходу движения резака. Это значит, что внешний контур детали станок обязан обходить по часовой стрелке, а внутренние отверстия — строго против часовой стрелки. Нарушение этого правила мгновенно уводит конусность в критический 4–5 диапазон.
- Рабочая высота (система слежения THC). Дуга имеет форму бочонка. Если напряжение на датчике THC настроено неверно и плазмотрон висит слишком высоко над листом, дуга касается металла своей сужающейся верхней частью, формируя положительный конус (деталь сужается книзу) и скругляя верхнюю кромку. Если резак опущен слишком низко — возникает обратный конус.
- Износ сопла. Как только геометрия выходного отверстия сопла теряет идеальную окружность из-за нагара, плазменный вихрь деформируется. Дуга начинает отклоняться в сторону, и станок выдает односторонний скос кромок, который невозможно компенсировать скоростью.
Индустриальные лидеры, такие как Hypertherm, решают эту проблему софтверно: запатентованные технологии True Hole и True Bevel автоматически корректируют скорость, давление газов и высоту резака на малых радиусах, сводя конусность плазмы на углеродистой стали к минимуму.
Геометрия лазерного луча: скрытая конусность на больших толщинах
В отличие от плазмы, лазерный луч не имеет вращательного момента, но обладает волновой природой фокусировки. Лазерный луч, выходящий из оптической головы, это не идеальный жесткий цилиндр. Физика оптики формирует луч в виде песочных часов. Зона максимальной концентрации энергии называется фокальным пятном (перетяжкой), а длина этого узкого участка описывается понятием рэлеевской длины.
На тонком листовом металле (до 3–4 мм) толщина заготовки укладывается в пределы рэлеевской длины, поэтому конусность лазерного реза стремится к нулю. Но когда волоконный лазер мощностью 12–20 кВт заходит на плиты толщиной 20–30 мм, геометрия стенки реза начинает наглядно повторять форму «песочных часов».
Если технолог устанавливает фокус строго на поверхность металла (0 мм), верхняя часть пропила получается широкой, в середине луч сужается, а к нижней кромке расширяется вновь, формируя сложный V- или Х-образный профиль стенки. Для борьбы со скрытой конусностью на больших толщинах применяют глубокое заглубление фокуса (до -4...-8 мм внутрь плиты), чтобы сместить перетяжку «песочных часов» к нижней кромке и компенсировать падение давления выдувающего вспомогательного газа.
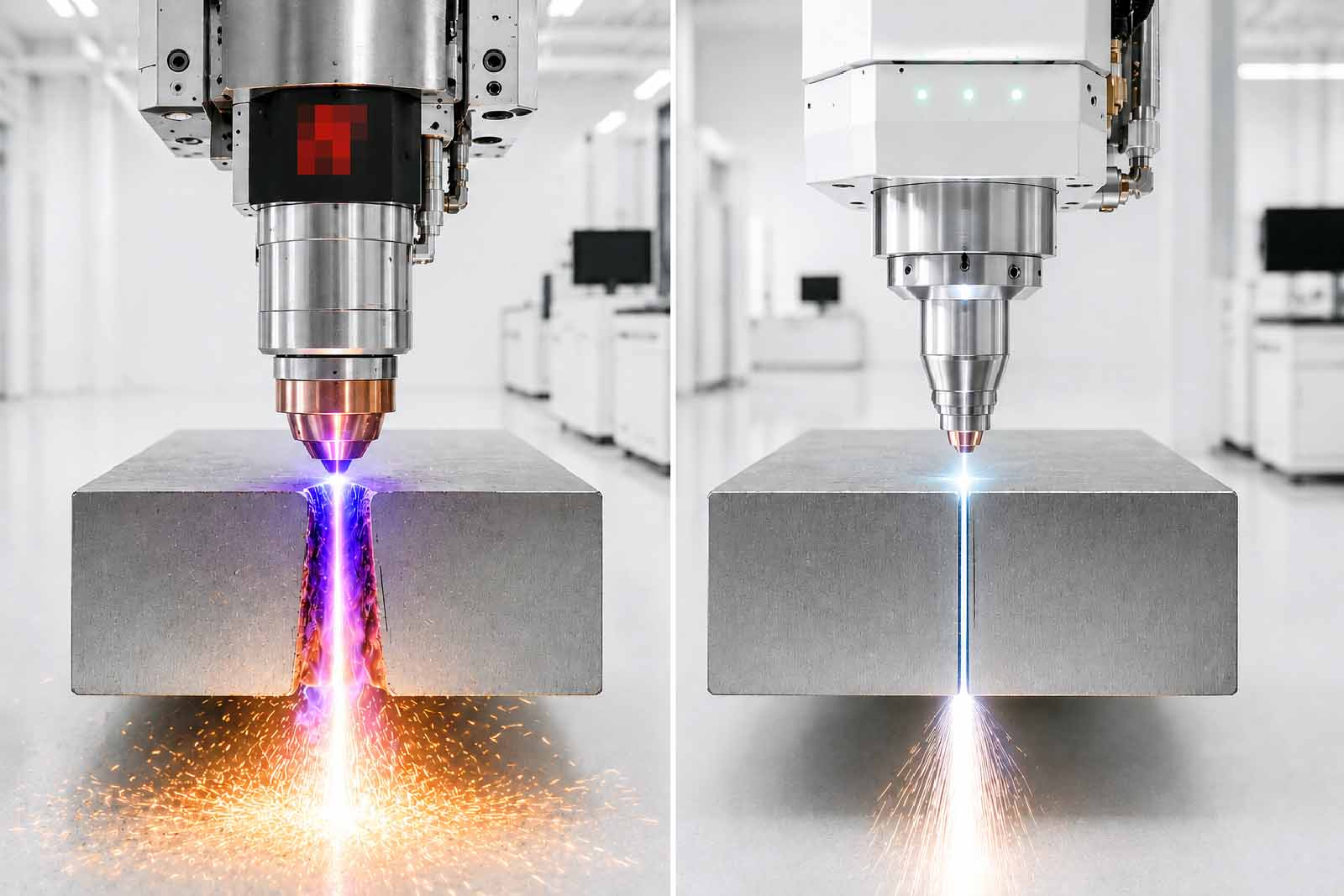
Прямое сопоставление геометрии: плазма высокой четкости (XHD) или лазер (12–20 кВт)
Для наглядности проведем инженерный анализ геометрии кромок при раскрое плиты 20 мм из конструкционной стали (Ст3):
- Величина угла скоса. Плазма высокой четкости (Hypertherm XPR300) при правильных настройках выдает стабильный скос в пределах 1,5°–2,5°. Сверхмощный лазер (15 кВт) на этой же толщине обеспечивает прецизионный показатель — конусность менее 0,5°–0,8°.
- Радиус скругления верхней кромки. Плазменная дуга на входе в металл слегка оплавляет верхний край детали, создавая микрорадиус. Лазерный луч оставляет верхнюю кромку идеально острой, как после фрезерного станка.
- Образование грата (облоя). Плазма на средних толщинах склонна оставлять на нижней кромке легкоудаляемый шлак (грат), который образуется из-за химического взаимодействия плазмообразующего газа с расплавом. Лазер при правильном подборе давления кислорода или сжатого воздуха режет толстый лист полностью без грата.
- Зона термического влияния (ЗТВ). Высокая температура плазменной дуги прогревает кромку детали на глубину до 1,0–1,5 мм, вызывая локальную закалку металла. Это усложняет последующее сверление или нарезку резьбы. У лазера за счет колоссальной скорости прохода ЗТВ минимальна — не более 0,1–0,3 мм, металл не меняет своих физических свойств.
Ограничения плазмы: когда отверстия требуют лазерной прецизионности
Главная геометрическая ловушка плазменного раскроя — резка внутренних контуров малого диаметра. В промышленном проектировании действует жесткое правило: плазменная дуга не способна качественно вырезать отверстие, диаметр которого меньше толщины обрабатываемого листа (соотношение D:S < 1:1).
При попытке вырезать отверстие 12 мм в плите 20 мм плазменная дуга физически не успевает стабилизироваться на малом радиусе вращения портала. Электрическая дуга начинает скручиваться к центру, выжигая металл неравномерно. На выходе получается не цилиндрическое отверстие под болт, а пережженная конусная воронка, сужающаяся книзу. Цех вынужден закладывать в смету огромные временные и финансовые затраты на последующую вторичную механическую обработку — рассверливание, зенковку и расточку отверстий на сверлильных или фрезерных станках.
Для устранения слесарных участков и ликвидации «узких горлышек» заготовительного этапа применяется комплементарный подход. Если плазменный комплекс идеально и с минимальной себестоимостью кроит тяжелые внешние контуры балок, ферм и косынок, то для получения прецизионных резьбовых, посадочных и сквозных отверстий с нулевой конусностью в производство интегрируют высокоточное оборудование лазерной резки металла с сайта giperlaser.ru. Волокнистый лазер высокой мощности с легкостью прошивает микроотверстия со строгой перпендикулярностью стенок (вплоть до соотношения (D:S = 0,5:1), выдавая готовую деталь, которую можно отправлять на сборку сразу со станка.
Чек-лист для оператора плазмы: как минимизировать угол скоса кромок
Если детали после плазменного станка начали выдавать недопустимый конус, оператор должен выполнить пошаговую инженерную проверку системы:
- Проверить соосность и перпендикулярность. Убедитесь с помощью угольника или электронного уровня, что ось плазмотрона выставлена строго под 90° к поверхности листа в обеих плоскостях (X и Y). Малейший наклон резака превратит перпендикуляр в конус.
- Оценить состояние сопла. Снимите сопло и осмотрите выходной канал под лупой. Если круглое отверстие превратилось в эллипс или на нем появились микросколы от брызг металла — сопло подлежит немедленной замене. Деформированный канал искривляет плазменный вихрь.
- Откалибровать напряжение дуги (THC). Выполните тестовый рез на чистом куске металла и измерьте реальный зазор между соплом и листом щупом. Если он отличается от параметров технологической карты Hypertherm хотя бы на 0,5 мм — проведите калибровку датчика напряжения дуги в стойке ЧПУ.
- Сверить скорость с картой режимов. Слишком высокая скорость резки не дает дуге успеть проплавить нижнюю часть плиты, формируя сильный положительный конус. Слишком низкая скорость приводит к пережогу и расширению нижней части реза. Скорость должна строго соответствовать амперажу источника и толщине металла по таблицам производителя.
Итог
Идеальная геометрия кромки — это не чудо, а результат точного понимания физических лимитов оборудования. Плазма высокой четкости XHD способна решать 90% стандартных задач заготовительного цеха по раскрою толстых плит с приемлемым углом скоса, если система слежения и расходные компоненты находятся в идеальном техническом состоянии. Однако там, где проект требует абсолютной перпендикулярности стенок, отсутствия зоны термического влияния и прецизионной точности мелких отверстий под резьбу, плазменный участок должен передавать эстафету высокомощным лазерным комплексам.