горячая линия 
сервис станков
горячая линия
сервис станков
Вы готовы достичь новых целей? Технология плазменной резки X-Definition от компании Hypertherm во многих случаях позволит Вам достичь качества резки, ничем не уступающего лазерной резке, но при значительно меньших капиталовложениях. Таким образом, если вы склоняетесь к приобретению системы лазерной резки для проектов, имеющих важное значение, таких как ветрогенераторы, подумайте как следует.
С момента вывода на рынок технологии плазменной резки класса X-Definition™ прошел один год. За это время уникальная технология, реализованная только в системе плазменной резки XPR™ от Hypertherm®,была продемонстрирована на самых разных площадках — от отраслевых выставок и дней открытых дверей до мероприятий, организованных производителями машин для резки и системными интеграторами. Типичную реакцию большинства людей, которые видели систему XPR в действии, можно проиллюстрировать следующей репликой: «Трудно представить, что плазменная резка способна на такое».” Примечательно, что в основном подобный комментарий можно услышать от представителей фирм-производителей с большим опытом, у которых на производстве установлена одна или несколько лазерных систем для обработки металла или которые собираются в ближайшее время приобрести новую лазерную систему. Еще более примечательно, что в целом ряде случаев благодаря тому, что в результате проведенных мероприятий представители предприятий отрасли получили представление о реальных возможностях плазменной резки, им удавалось сэкономить первоначальные капитальные затраты и текущие эксплуатационные расходы в сотни тысяч долларов, когда в конечном итоге они делали выбор в пользу приобретения высокотехнологичной машины для резки с системой плазменной резки XPR с технологией X-Definition.
Современные технологии плазменной резки намного превосходят традиционные
Можно выделить несколько причин того, почему у стольких людей вызывает удивление тот факт, что современная технология плазменной резки X-Definition способна обеспечить высокое качество кромок и позволяет качественно выполнять высокоточную резку деталей сложного профиля. Во-первых, возможно, что они никогда не видели в действии современную систему резки, установленную на современной машине для резки, поддерживающей перемещение с высокой точностью. Системы плазменной резки и машины для резки, на которых работают фирмы, занимающиеся обработкой металла, как правило, имеют надежную конструкцию. Нередко можно встретить работающее оборудование, изготовленное 10, 15 или даже 20 лет назад. Соответственно, в качестве точки отсчета при сравнении эффективности используется оборудование, в основе которого лежат технологии предпредпредыдущего поколения. Сравнение более старой системы, в которой реализована традиционная технология плазменной резки, даже при условии, что она содержится в хорошем состоянии (что не всегда соответствует действительности) с технологией класса X-Definition, представленной в системе XPR, подобно сравнению между семейным минивэном 1980-х годов и современным спортивным седаном премиум-класса. То есть, их никак нельзя сравнивать.
Вторая причина заключается в том, что даже если кто-то и видел в действии современную систему прецизионной плазменной резки, эффективность работы такой системы могла быть далека от оптимальной. Это могло быть обусловлено тем, что характеристики машины для резки по части перемещения и (или) ускорения-замедления не соответствовали требуемым для оптимальной работы системы. Другой возможный вариант: в начале эксплуатации система отличается высокими показателями работы. С течением времени эффективность работы системы может снижаться по причине отсутствия надлежащего технического обслуживания или продолжающегося обучения операторов работе с оборудованием. Системы плазменной резки и машины для резки, на которых работают фирмы, занимающиеся обработкой металла, имеют надежное исполнение и относятся к оборудованию, для поддержания которого в рабочем состоянии требуются малые усилия. Но это не значит, что они совсем не требуют технического обслуживания. Всем устройствам требуется обслуживание. Снижение эксплуатационных характеристик работы оборудования происходит медленно, с течением времени; многие владельцы систем и машин могут даже не замечать той серьезной разницы в качестве резки между тем, когда система и машина были новыми и тем, какое качество они обеспечивают на данный момент эксплуатации.
Желаемые результаты резки при меньших затратах
К сожалению, как было указано в начале статьи, отсутствие полного представления о возможностях новейшей технологии, в данном случае технологии плазменной резки X-Definition, может привести к серьезным денежным потерям со стороны фирмы-производителя в виде начальных и текущих эксплуатационных затрат. Очевидно, что лазерная резка играет важную роль в обработке металлов на современном этапе. Безусловно, для обработки определенных материалов именно лазерная резка подходит лучше всего. Однако для резки листовых материалов зачастую лучше подходит плазменная резка, особенно в свете последних достижений в области развития технологии плазменной резки, поскольку она позволяет получать требуемый результат при значительно меньших затратах на оборудование.
D разработанных и недавно выведенных на рынок системах XPR™ и системах плазменной резки X-Definition™ реализовано большое количество технологий обработки, обеспечивающих выход оборудования на новый уровень эффективности и производительности работы, даже при сравнении с системами прецизионной резки последних поколений. Стандарт ISO 9001 позволяет определить отклонение кромок реза от перпендикулярности. Всего по стандарту выделяют 5 диапазонов; диапазон 1 — наименьшее отклонение, диапазон 5 — наибольшее отклонение от перпендикулярности. Для резки низкоуглеродистой стали традиционная плазменная технология обеспечивает в основном кромки диапазонов 4 и 5 по стандарту ISO; технология прецизионной резки позволяет получать, в основном, кромки диапазонов 3 и 4; технология плазменной резки X-Definition обеспечивает, в основном, кромки диапазонов 2 и 3 по стандарту ISO. Еще одним отличием технологии является то, что кромки, получаемые при резке с ее использованием, остаются в пределах указанных диапазонов в течение большей части и без того повышенного (по сравнению с системами предыдущего поколения) срока службы расходных деталей.
При резке с силой тока 130 А (или выше) листовых материалов большей толщины (более 12 мм) вплоть до максимально возможной рабочей толщины система XPR позволяет получать резы с кромками диапазона 3 в течение большей части срока службы комплекта расходных деталей. При резке материалов меньшей толщины (менее 10 мм) при меньшей силе тока (от 30 до 80 А) резка по технологии X-Definition позволяет получать, в основном, резы с кромками диапазона 2 по стандарту ISO.
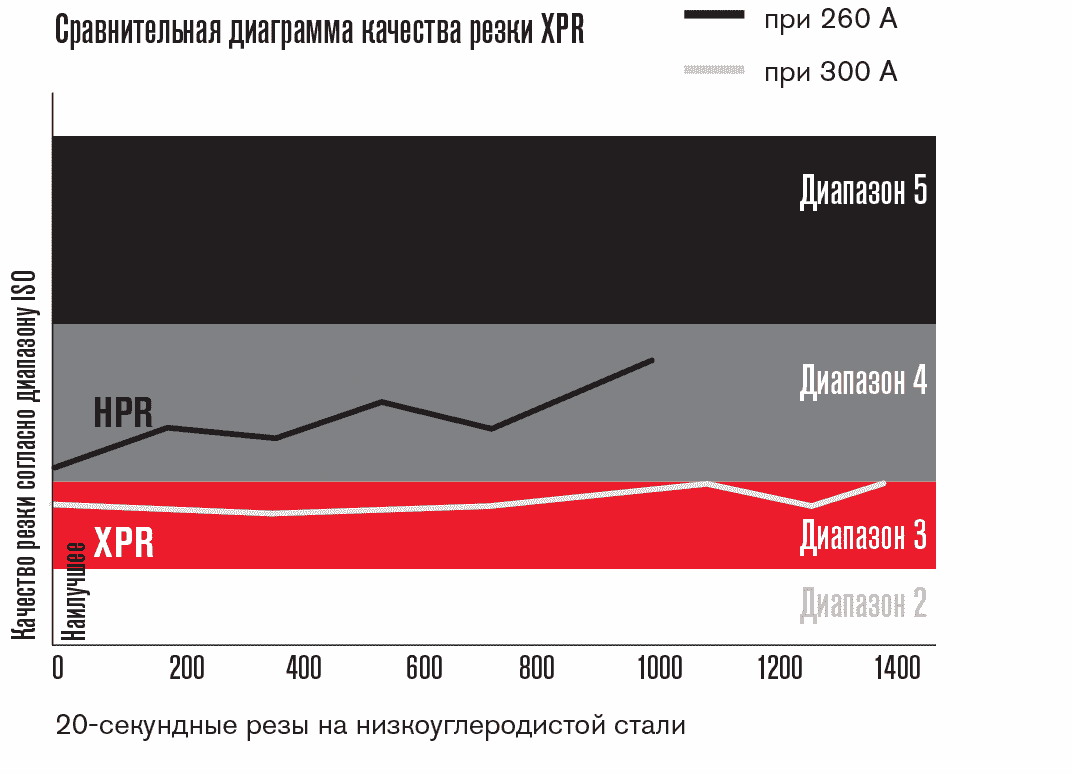
При резке с максимальным значением выходного тока в 300 А технология плазменной резки X-Definition, реализованная в системе XPR300, стабильно обеспечивает качество резки диапазона 3 по стандарту ISO в течение почти всего срока службы комплекта расходных деталей. Технология прецизионной резки предыдущего поколения позволяет получать резы с кромками диапазона 4, соответственно.
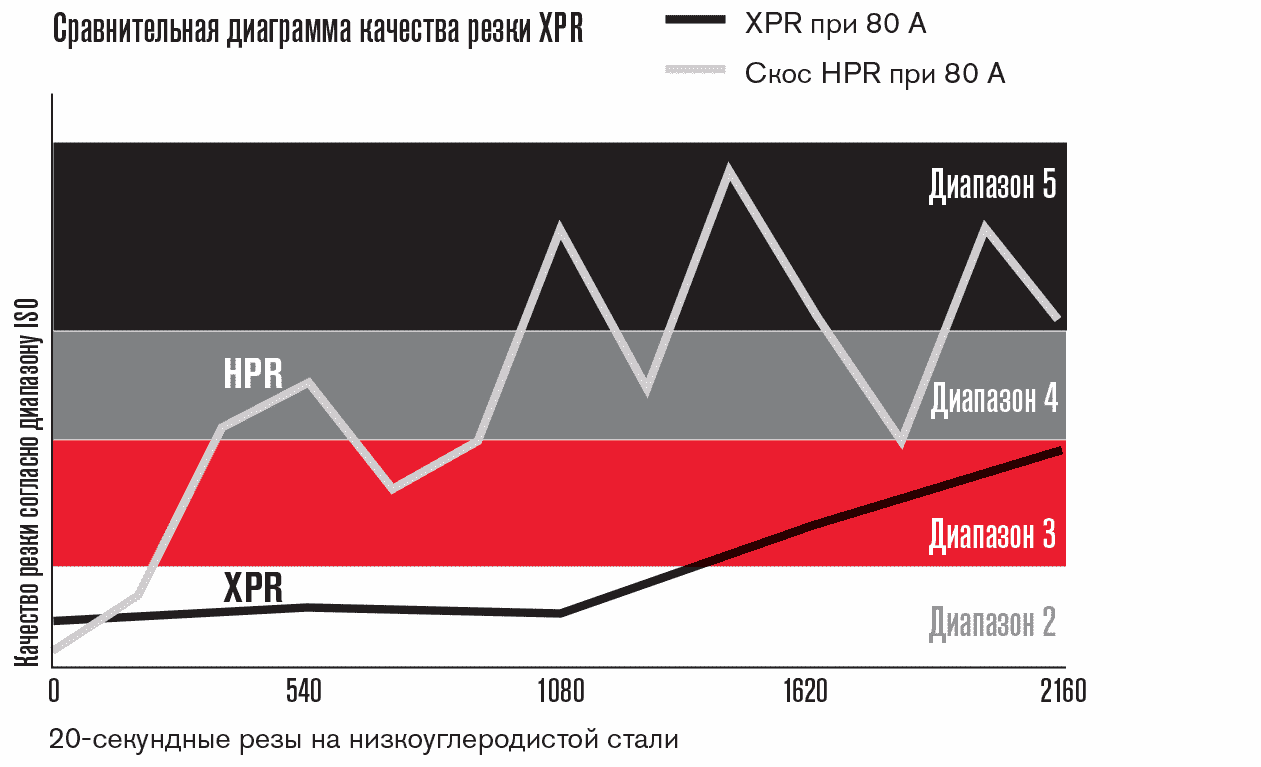
При резке материалов меньшей толщины (например, 10 мм и меньше) с силой тока 80 А технология плазменной резки X-Definition стабильно обеспечивает получение резов с кромками в диапазоне 2 по стандарту ISO на более чем 1 100 прожигах и резах длительностью 20 секунд. После указанного количества прожигов и резов качество кромок переходит в диапазон 3 (примечание: после 2 160 зажиганий дуги (до истечения срока службы расходных деталей) испытания были намеренно прекращены). Технология прецизионной резки предыдущего поколения позволяет, в основном, получать резы с кромками диапазонов 3 и 4, соответственно.
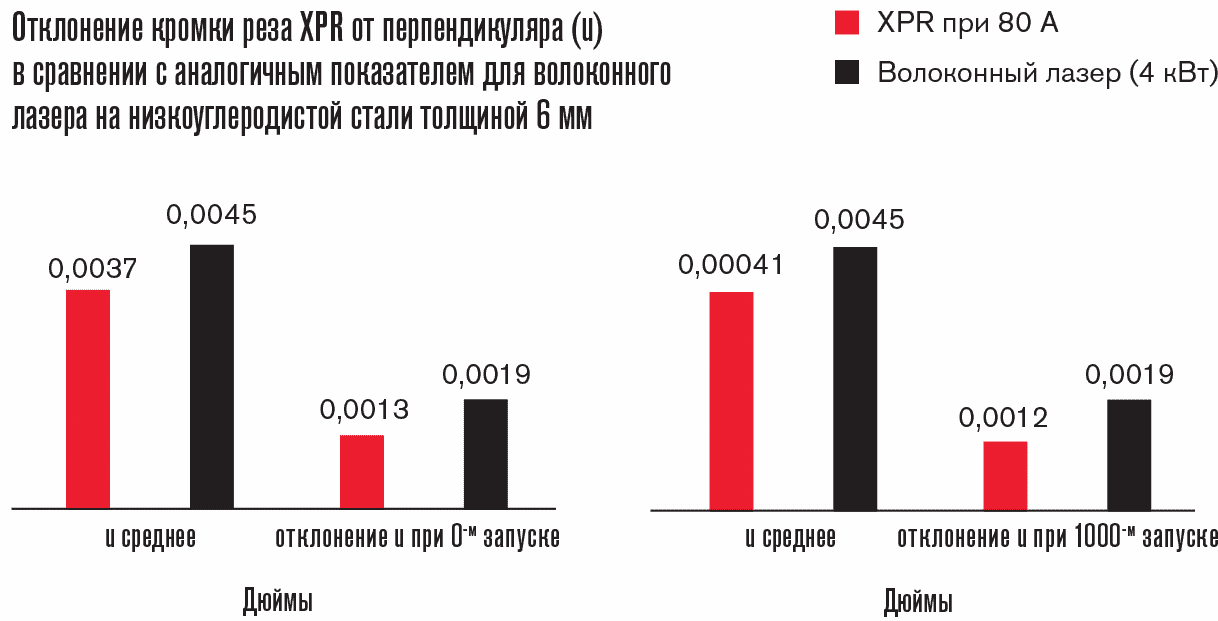
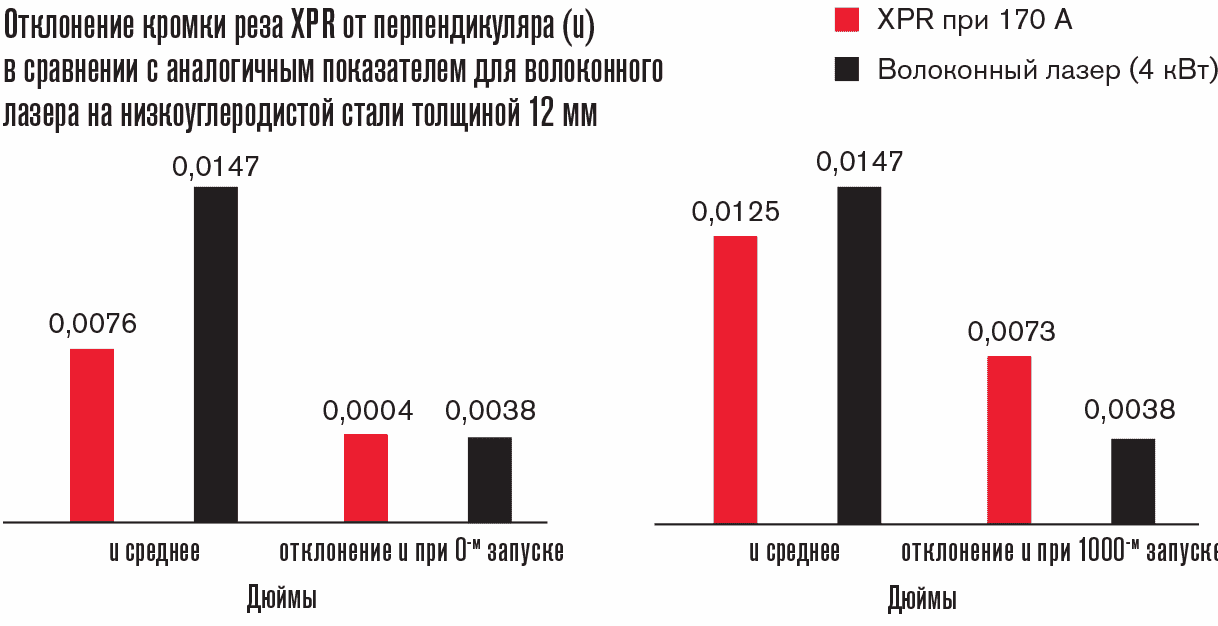
В рамках проведенных параллельно испытаний резки волоконным лазером были получены четкие значения диапазонов по ISO, которые можно было легко сравнивать с аналогичными значениями для плазменной резки по целому ряду значений толщины обрабатываемых материалов. Ниже приведены два примера резки материалов толщиной 6 и 12 мм. Для процессов с использованием технологии X-Definition была выбрана скорость резки, обеспечивающая как оптимальное качество, так иоптимальную производительность (то есть упор был сделан не только на качество резки). При резке материала толщиной 6 мм технология X-Definition продемонстрировала в среднем меньшее отклонение кромок реза от перпендикулярности и несколько меньшие значения колебания величины отклонения даже после 1 000 зажиганий дуги. При резке низкоуглеродистой стали толщиной 12 мм были получены аналогичные результаты.
Каким образом можно перевести полученные результаты в плоскость фактических характеристик вырезаемых деталей? Ниже приведен ряд примеров деталей, вырезанных из низкоуглеродистой стали. Примеры демонстрируют то, о чем говорится чуть выше.



При резке низкоуглеродистой стали в широком диапазоне значений толщины технология плазменной резки X-Definition обеспечивает получение резов с блестящей гладкой поверхностью реза, четкой верхней кромкой с отличными показателями по перпендикулярности реза, а также отверстий с отличными характеристиками качества. Применительно к обработке низкоуглеродистой стали меньшей толщины технология обеспечивает отличные результаты при высокоточной резке деталей сложного профиля.
Качество отверстий
Кроме серьезного улучшения характеристик перпендикулярности реза, совместное применение системы XPR™ и технологии X-Definition™ позволяет значительно повысить качество вырезаемых отверстий. В то время как при использовании систем плазменной резки предыдущих поколений получаемые отверстия имеют конусность (стенки отверстий сужаются), применение технологии True Hole® и X-Definition в системе XPR позволяет получать при резке низкоуглеродистой стали отверстия под болты с отношением диаметра к толщине от 2:1 до 1:1. По сравнению с результатами применения технологии True Hole без X-Definition улучшены такие характеристики, как цилиндричность отверстия по всей длине и правильная круглая форма на выходе отверстия.
Как видно на фотографии, использование системы XPR с технологией True Hole позволяет получать отверстия, вырезанные при помощи плазменной резки, с отличными характеристиками с отношением толщины к диаметру в диапазоне от 2:1 до 1:1. По сравнению с результатами применения технологии True Hole без X-Definition улучшены такие характеристики, как цилиндричность отверстия и правильная круглая форма на выходе отверстия.
Серьезные улучшения при резке цветных металлов и сплавов
Технология плазменной резки X-Definition также открыла новые возможности в области резки цветных металлов и сплавов. Благодаря реализованным в ней новым функциям она обеспечила получение высоких результатов при резке нержавеющей стали и алюминия различной толщины. Более того, возможно, наибольшее удивление у представителей предприятий отрасли вызывают новые возможности, которые привнесла технология X-Definition, именно в области резки цветных металлов. При резке листовой нержавеющей стали малой толщины (примерно до 10 мм) усовершенствованная технология HyDefinition® Inox (HDi) c использованием в качестве плазмообразующего и защитного газа N2 или сочетания газов F5 в качестве плазмообразующего и N2 в качестве защитного газа позволяет получить резы с кромками отличного качества. Вырезаемые детали имеют гладкую поверхность, блестящую или нейтрального цвета при практически полном отсутствии окалины. Как правило, кромки резов находятся в диапазонах 2 или 3 по ISO.
При резке материалов толщиной 3–10 мм с силой тока 60 А и газами N2/N2 технология HDi обеспечивает получение резов с прямоугольными кромками с гладкой поверхностью при практически полном отсутствии окалины. Такие характеристики, как блестящая поверхность и нейтральный цвет кромки, особенно явно проявляются при резке материалов толщиной менее 10 мм.
[Пример резки материала толщиной 10 мм при силе тока 80 А газами F5/N2 с использованием технологии HDi. Кромки получаются четкими, с минимальным скосом, с гладкой, блестящей поверхностью, без образования окалины]
Пример резки материала толщиной 10 мм при силе тока 80 А газами F5/N2 с использованием технологии HDi. Кромки получаются четкими, с минимальным скосом, с гладкой, блестящей поверхностью, без образования окалины.
При резке нержавеющей стали большей толщины с использованием в качестве плазмообразующего газа смеси H2-Ar-N2 с раздельным смешиванием и газа N2 в качестве защитного технология X-Definition, как правило, обеспечивает получение резов с кромками в диапазонах 3 и 4 по стандарту ISO. Характеристики получаемых кромок: зеркальная гладкая поверхность, отсутствие окалины, хорошие показатели перпендикулярности. Благодаря функции раздельного смешивания газов технология X-Definition также позволяет пользователю менять процент содержания каждого газа в смеси для получения наиболее оптимальных результатов при резке нержавеющей стали различных марок.
Использование смеси из 3 газов в качестве плазмообразующего газа с раздельным смешиванием (H2-Ar-N2и газа N2 в качестве защитного обеспечивает получение резов с отличными характеристиками при резке нержавеющей стали большей толщины, от 12 мм и выше. Характеристики получаемых кромок: гладкие, блестящие, нейтрального или с небольшим золотым отливом цвета (при более высоком содержании газа Ar в смеси). Характеристики получаемых кромок: практически полное отсутствие окалины, перпендикулярность в диапазонах 3 и 4 по стандарту ISO.
Система XPR с новой технологией X-Definition при резке со смесью газов N2H2O (азот в качестве плазмообразующего газа и вода в качестве защитной жидкости) позволяет получить особенно высокие, по сравнению с плазменной резкой предыдущего поколения, результаты при обработке алюминия. Процесс получил отдельное название — VWI (Vented Water Injection, вентилируемый процесс с впрыском воды).
Образцы резки алюминия демонстрируют результаты применения технологии X-Definition с процессом VWI при резке листов материала самой разной толщины: очень гладкая поверхность реза, высокая перпендикулярность кромок (диапазоны ISO 3 и 4), отсутствие окалины.
Эти два образца демонстрируют возможности технологии при высокоточной резке деталей сложного профиля, включая внутренние щелевые и круглые отверстия, из тонколистового алюминия.
Цель приведенных статей состоит не в том, чтобы однозначно утверждать, что система XPR300 с технологией X-Definition являются наилучшим решением для резки любых видов металла. Напротив, цель статей — показать, что в ситуации, когда фирма-представитель отрасли делает выбор в пользу приобретения системы лазерной резки, не ознакомившись с возможностями технологии плазменной резки X-Definition в системе XPR, она рискует понести значительно большие расходы на приобретение оборудования, чем необходимо для получения требуемых ей результатов. Безусловно, у лазерной резки есть свои уникальные преимущества: очень высокие результаты при высокоточной резке деталей сложного профиля с очень жесткими допусками, например, по перпендикулярности кромок по периметру детали, гладкости поверхности реза, характеристикам вырезаемых отверстий, отличные показатели свариваемости при дальнейшей обработке и резки цветных металлов. Вместе с тем, переход на технологию плазменной резки X-Definition может вполне представлять собой более эффективный с точки зрения затрат подход к решению задач фирмы-производителя отрасли. Если Вы согласны с представленными в статьях аргументами и соображениями в пользу плазменной резки, мы будем рады перейти с Вами к практическому сотрудничеству (подбор наиболее экономически выгодного для Вас решения с учетом Ваших потребностей в области резки).
*Цены, указанные на сайте не являются публичной офертой. Уточняйте актуальную цену у менеджеров компании.
Красноярск, ул.Калинина 92”Г”
Пн-Пт, 9:00 — 18:00 Сб, 9:30 — 16:00
ОГРН: 1132468015624
ИНН: 2463245040
КПП: 246301001
Банковские реквизиты:
БАНК "ЛЕВОБЕРЕЖНЫЙ"
(ПАО) г Новосибирск
Р/с 40702 810 609530000871
К/с 30101 810 400000000225
БИК 045004850


